DSG-51�i�ܙC(j��)
��Դ����Դ�C(j��)е ���ߣ���ԴС�� �l(f��)���r�g��2015-05-11 09:47:19 �g�[�Δ�(sh��)����
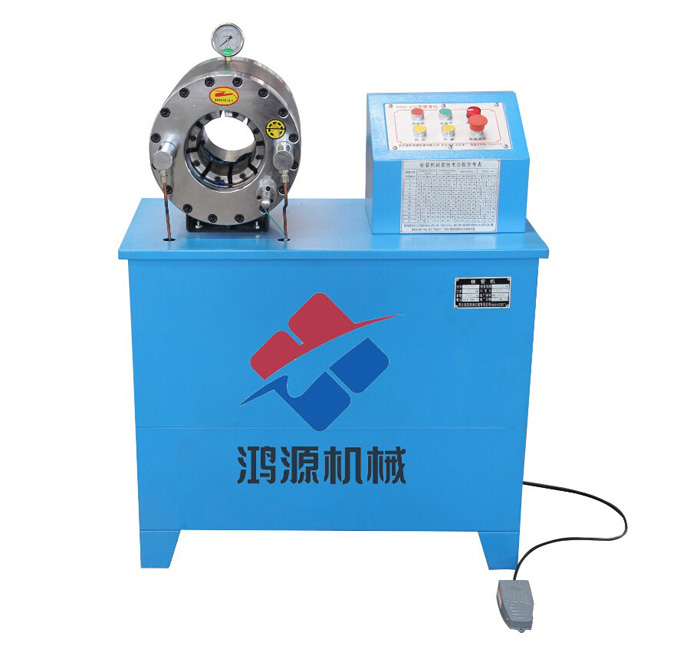
DSG-51�i�ܙC(j��)
�ҏS���a(ch��n)��DSG-51A/B���i�ܙC(j��)�m���ڹ��I(y��)���r(n��ng)�I(y��)���̙C(j��)еҺ�������ø߉��z�ܡ��w�S�ܡ����Ϲܿ��ɵĿۉ��ӹ��������w�eС�������p�����ܶࡢ�_ģ�졢�ײ������þS�ȃ�(y��u)�c��
DSG-51B�i�ܙC(j��)�����z����
��Ҫ���g(sh��)����
|
��̖
|
DSG-51A
|
DSG-51B
|
|
�ۉ��z�܃�(n��i)��(mm)
|
��6����51
|
|
��(bi��o)�߾���(mm)
|
0.02
|
|
**��ۉ���(T)
|
236
|
|
�D(zhu��n)��(r/min)
|
1420
|
|
�ͱ�����(ml/r)
|
10
|
|
���γߴ�(mm)
|
850��430��1030
|
|
����(kW)
|
3
|
3.75
|
|
����(kg)
|
240
|
260
|
һ������ԭ��
�ͱ���늙C(j��)�(q��)���£�ݔ��Һ����,�Ƅӿۉ��׃�(n��i)��������ǰ�\�ӣ�ʹ������ǰ���w�ϵăɂ���(n��i)�F���ƄӾ��Ќ��Q�F���ģ�������տs�����F(xi��n)ģ�K���z�ܵĿۉ�����(d��ng)�տs���_(d��)����(bi��o)���{(di��o)��ֵ�r���ۉ��Ԅ�ֹͣ��늴œQ���y�Q���Һ�����M(j��n)��ɂ��_ģ�ף��Ƅӿۉ����������\�ӣ�ģ���ڏ�����������ģ�K��(f��)ԭ��
�������b�{(di��o)ԇ
1. ���\���C(j��)���˲��ò�܇���\�����ԙC(j��)���ײ��������C(j��)�������S�Aб����(y��n)����̧�i�^����(bi��o)�߲�λ��
2. ���b���C(j��)����ˮƽ�̶��ڷ�(w��n)�̵ĵػ��ϣ������ӵ�̎����
3. ע�ͣ����_�C(j��)���������м���60L�L����46#��ĥҺ���͡�
4. ��늣����Դ�����ڙC(j��)��Ҏ(gu��)�����Դ�ϣ��c��늙C(j��)�^������늙C(j��)����(y��ng)�c�ͱ���ָ����һ�¡�
5. �z���(bi��o)�ߣ���(bi��o)��λ����ǰ�����ϣ�Ҋ�ψD���������{(di��o)��(ji��)�ۉ������տs���Ĵ�С��형r��{(di��o)�����տs���pС����r��{(di��o)�����տs������(bi��o)��������������ϵď��ɏ������������ϣ��������Ә�(bi��o)�ߣ���ֱ���淽����(bi��o)������(y��ng)�`���x�_���棬���_�����ɏ����ԄӉ��o�����ϡ��_ʼ�ۉ�ǰ����(y��ng)�м�(x��)�z���(bi��o)����s�Ƿ��`����Ɍ���(bi��o)������ᔾo�������ϣ���t���p�Ę�(bi��o)�ߡ�
6. �����{(di��o)�����C(j��)��ϵ�y(t��ng)**������20Mpa���������y�{(di��o)����형r��{(di��o)������������r��{(di��o)�������pС�������S�r���{(di��o)�ã���Ҫ�r���������{(di��o)����
7���_ģ�ٶ��{(di��o)�����_ģ�ٶȵĿ������ɷ����y���ƣ�형r��{(di��o)�����_ģ�ٶȼӿ죬��r��{(di��o)�����_ģ�ٶȜp�������_ģ�ٶ��^���ʹ�����������S�r���{(di��o)�ã���Ҫ�r���������{(di��o)����
��������
1. �C(j��)������ʹ�Õr��(y��ng)�տۉ�20��30�Σ��^�����λ��������ʹ�á��i�ܙC(j��)�ڶ���ʹ�Õr��(y��ng)���d�ۉ�20-30�Σ���ʹ�͜�����һЩ��
2. �����_ģ���o�����_ģ����������(j��)���ۉ��z��Ҏ(gu��)���x������(y��ng)��ģ�߰��b��ģ���ϣ����{(di��o)����(bi��o)�߿̶ȡ���ԔҊ���g(sh��)����(sh��)��������
3. �ю��н��^���z�������i�^��(n��i)�m��(d��ng)λ�ã�ʹ��һ�οۉ�ȫ���L�ȡ�
4. ���¿ۉ����o��(zh��)�пۉ�������ֱ���i�^ֹͣ�ۉ���ֹ��
5. �����_ģ���o��ȡ���ۉ��ɵ��z�ܿ��ɡ����Θ�(bi��o)���ߙz�y�ۉ���Ĺ����⏽�ߴ磬���c����(sh��)����������(y��ng)���{(di��o)��(bi��o)�߿̶ȣ����؏�(f��)����������ֱ������Ҫ���ֹ��
�ġ�ԇ?y��n)?
�ۉ���19����z�ܣ���JB1885-77��(bi��o)��(zh��n)���죩
���i�ܼ��g(sh��)����(sh��)�������в�æ�19����z���z���⏽�ۉ�ǰ��39mm���ۉ����35mm����(y��ng)�x�õ�ģ�߃�(n��i)���馵34������(y��ng)��(bi��o)�ߞ�3.5������(n��i)���馵34ģ������ģ�߃�(n��i)��������(bi��o)�߿̶�����3.5̎�����z�܄�Ƥ���c���^�M�b�á�
�����������еò��E�M(j��n)�пۉ��������ۉ��ꮅ��y�������⏽����y�óߴ�馵35 mm���t��ɿۉ�����ۉ�ֱ�����������{(di��o)��(bi��o)�ߺ����¿ۉ��������y�óߴ�馵35.5mm���t��r��{(di��o)����(bi��o)��1.75Ȧ���ɡ����z�ܼ��������a(ch��n)�S�Ҳ�ͬ���a(ch��n)Ʒ�ľ��w�ߴ硢���|(zh��)���ܲ��M��ͬ����˱��Д�(sh��)��(j��)�H�����������w�ۉ��ߴ瑪(y��ng)�ԉ�����������(j��)��
�塢 ע�����
1. �ۉ��rҪ�M���܌����^����ģ�����ģ���Ҫ����������ĸ�ϡ�
2. ��ֹ���ߺ����������M(j��n)���i�^��
3. ÿ���ڹ����ꮅ����ʹ�ˉKģ�����_��**��̶ȣ��@�ӿ�ʹ����̎�ڏ��_��B(t��i)����t���p�ď��ɡ�
4. �����r��Ҫ�������M(j��n)�i�^��(n��i)��
5. ��Ƥ���߱����ι̰��b�ڄ�Ƥ늙C(j��)�B�ӱP�ϣ���Ƥ�C(j��)��(g��u)�������r�ф�Ƥ����ж��������������ˡ�
6. �S�ޕr����Д��Դ��
7. ��ͬ�S�ҵĹ��׃�(n��i)����^���z�܄�Ƥ�r����Ƥ���ߏ���λ���{(di��o)����(y��ng)��ÿ�����ù��׃�(n��i)��������(j��)��
�����S�o(h��)���B(y��ng)
�����е�Һ����Ҫ��(j��ng)���z�飬�l(f��)�F(xi��n)��������Ҫ���r�a(b��)�ͣ���Һ��Ⱦ��Ҫ�^�V����Q��
�i�^Ҫ���փ�(n��i)���坍������ӹ����s�{(j��ng)ģ���M(j��n)���i�^�ף���Ӱ�����ʹ�á����r����ģ���w�пۉ����^�r������s���Ҫ��(j��ng)���oģ���w�м����m�����S���M(j��n)�Н�����